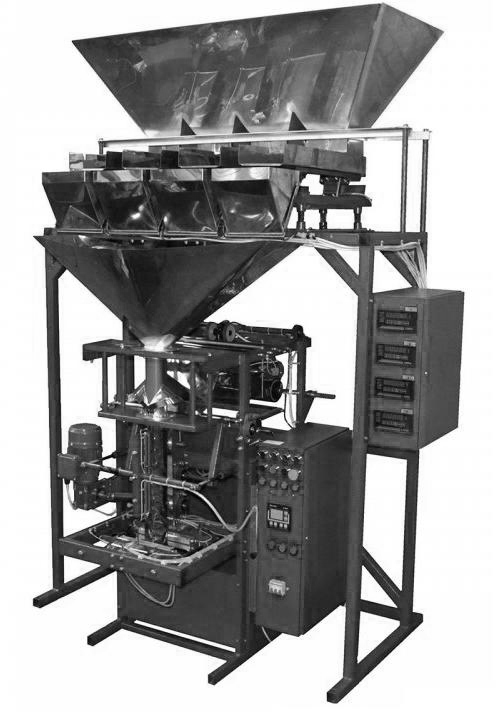
Automat do fasowania służy do nieprzerwalnego procesu pakowania metodą wagową dawkowania różnej sypkiej (trudno sypkiej), niepylącej się produkcji i opakowania w folię polimerową.
Automat do fasowania ma pneumatyczno-mechaniczny automat do pakowania i dozownik wagowy. Przy automatycznym trybie wydajność do 40 opakowań/min.
Automat do fasowania jest optymalizowanym wyposażeniem dla fasowania produkcji o różnej sypkości, za wyjątkiem pylących się (cukier puder, mąka). Ze względu na sposób dawkowania i charakterystyk dozownika automat do fasowania może spontanicznie zmieniać porcji pakowanego produktu a tym samym osiągnąć bardziej dokładnego dozowania. Nie ma ograniczenia zmiana fasowanej produkcji w automacie z objętościowym dozownikiem.
Różni się to wyposażenie od innych wykorzystanie pneumatyczno-mechanicznego automatu do opakowania, który ma kombinowane napędy (naciąganie taśmy przeprowadza się za pomocą silnika elektrycznego i pasków, aściąganie i rozciąganie spawanych elementów węzła spawalniczego kosztem napędów pneumatycznych). Ta kombinacja zwiększa szybkość automatu i pozwala na wykorzystanie bardziej szerokich taśm do pakowania. Brakiemautomatu jest szum pracy automatukosztem wykorzystania kompresora.
Charakterystyki techniczne:
| Zasilanie elektryczne | |
| Napięcie sieci elektrycznej, V | 380 |
| Aktualna częstotliwość sieci elektrycznej, Hz | 50 |
| Pobór mocy (maksymalne), kW/h | 1,5 |
| Zasilanie napędów pneumatycznych | |
| Ciśnienie powietrza w magistrali (średnie), atm. | 6 |
| Zużycie powietrza przy średnim ciśnieniu, l/min. | 100 |
| Wymiary gabarytowe i ciężar | |
| Długość (nie więcej), mm | 2000 |
| Szerokość (nie więcej), mm | 1500 |
| Wysokość (nie więcej), mm | 2800 |
| Ciężar (nie więcej), kg | 400 |
| Wymiary i grubość materiału do pakowania | |
| Grubość materiału do opakowania (dopuszczalna), µN | 20-60 |
| Szerokość rolki (maksymalna), mm | 380 |
| Zewnętrzna średnica rolki (maksymalna), mm | 300 |
| Charakterystyki pracy | |
| Objętość bunkra dla surowca, l | - |
| (bunkier z 1 szyją) | 60 |
| (bunkier z 2 szyjami) | 120 |
| (bunkier z 3 szyjami) | 180 |
| (bunkier z 4 szyjami) | 240 |
| Zakres dawkowania (waga dawki), g | 20-2000 |
| Błąd dawki (dopuszczalna), % | 2 |
| Szybkość dawkowania (maksymalna), dawek/min: * | - |
| (dozownik z 1 «strumieniem» **) | 10 |
| (dozownik z 2 «strumieniami» **) | 20 |
| (dozownik z 3 «strumieniami» **) | 30 |
| (dozownik z 4 «strumieniami» **) | 40 |
| Czas spawania opakowania (spawania), s | 1-2 |
| Nagrzewanie lutownicy (sposób spawania) | stałe |
| Długość opakowania (maksymalna), mm | 300 |
| Szerokość opakowania (maksymalna), mm | 190 |
| Regulujące parametry | |
| Waga dawki (zakres), g | 20-2000 |
| Temperatura nagrzewania lutownicy (zakres), °C | 80-250 |
* wydajność wyposażenia dla fasowania zależy od rodzaju fasowanego produktu, jego sypkości, gęstości, zawartości wilgoci, wielkości dawki i właściwości materiału opakowaniowego.
** «strumieniem» są narzędzie i urządzenia, zapewnia złożenie odrębnego pakowanego produktu z bunkra dozownika, jego podział na dawki i wydanie takich dawek w wyznaczonej kolejności. W skład strumienia wchodzą: szyja bunkra z bramą, podajnik wibracyjny, znajdujące się pod taką szyją, ważący kubeł, w który podajnik wibracyjny podaje produkt, i kontroler bloku sterowania podajnika wibracyjnego i ważącego kubła.


