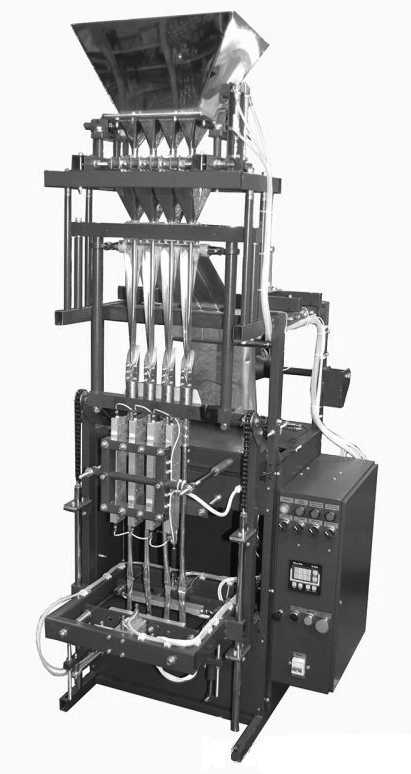
Automat do fasowaniaprzeznaczony jest dla organizacji ciągłego cyklu fasowania sposobem objętościowym dawkowania dobrze sypkich niepylących się produktów drobnej frakcji ich niewielkimi dawkami w równomierne opakowanie typu "styk" (styk-pakiet).
Składa się z automatu dla pakowania i objętościowego dozownika wahadłowego. Funkcjonuje w automatycznym trybie i zapewnia wydajność do 120 opakowań na minutę.
Automat do fasowaniajest optymalnym dla równego fasowaniaproduktów z dobrą sypkością i małą frakcją, a także zdolne równolegle i szybko wypełniać wolne miejsca, takich, jak sól, cukier, herbata, pieprz i kawa. Stosowanie tego modelu pozwala otrzymać wygodne opakowanie w postaci rury z 3 szwami (styk-pakiet, "styk"), wykorzystywanego w większości kawiarni, restauracji i innych zakładach wyżywienia. Przy tym trzeba uwzględniać, że wskutek stosowania objętościowego dozownika, model nie jest uniwersalny i ma ograniczenia na zmianę pakowanego produktu.
Charakterystyki techniczne:
| Zasilanie elektryczne | |
| Napięcie sieci elektrycznej, V | 380 |
| Aktualna częstotliwość sieci elektrycznej, Hz | 50 |
| Pobór mocy (maksymalne), kW/h | 1,5 |
| Zasilanie napędów pneumatycznych | |
| Ciśnienie powietrza w magistrali (średnie), atm. | 6 |
| Zużycie powietrza przy średnim ciśnieniu, l/min. | 100 |
| Wymiary gabarytowe i ciężar | |
| Długość (nie więcej), mm | 1 000 |
| Szerokość (nie więcej), mm | 1 100 |
| Wysokość (nie więcej), mm | 2 900 |
| Ciężar (nie więcej), kg | 300 |
| Wymiary i grubość materiału do pakowania | |
| Grubość materiału do opakowania (dopuszczalna), µN | 20-60 |
| Szerokość rolki (maksymalna), mm | 200 |
| Zewnętrzna średnica rolki (maksymalna), mm | 300 |
| Charakterystyki pracy | |
| Objętość bunkra dla surowca, l | 70 |
| Zakres dawkowania (nominalna objętość przepustu *), cm3 | 2-20 |
| Błąd dawki (dopuszczalna), % | 2 |
| Szybkość dawkowania (maksymalna), dawek/min: ** | - |
| (dozownik z 1 «strumieniem» ***) | 30 |
| (dozownik z 2 «strumieniami» ***) | 60 |
| (dozownik z 3 «strumieniami» ***) | 90 |
| (dozownik z 4 «strumieniami» ***) | 120 |
| Czas spawania opakowania (z uwzględnieniem chłodzenia), s | 1-2 |
| Nagrzewanie lutownicy (sposób spawania) | stałe |
| Długość opakowania (maksymalna), mm | 300 |
| Szerokość opakowania (maksymalna), mm | 20 |
| Regulujące parametry | |
| Objętość dawki (zmiana nominalnej objętości przepustu), cm3**** | 2-20 |
| Temperatura nagrzewania lutownicy (zakres), °C | 80-250 |
* przepust to pojemność metalowa, która napełnia wewnętrzną przestrzeń przy dawkowaniu produktu.
** wydajność wyposażenia dla fasowania zależy od rodzaju fasowanego produktu, jego sypkości, gęstości, zawartości wilgoci, wielkości dawki i właściwości materiału opakowaniowego.
*** «strumieniem» są narzędzie i urządzenia, zapewnia złożenie odrębnego pakowanego produktu z bunkra dozownika, jego podział na dawki i wydanie takich dawek w wyznaczonej kolejności. W skład strumienia wchodzą: szyja bunkra z bramą, podajnik wibracyjny, znajdujące się pod taką szyją, ważący kubeł, w który podajnik wibracyjny podaje produkt, i kontroler bloku sterowania podajnika wibracyjnego i ważącego kubła.
**** zmiana wymiarów dawki przeprowadza się poprzez zmianę dawkowanych przepustów.
Dla zapewnienia funkcjonowania napędów pneumatycznych tego wyposażenia dla pakowania potrzebny jest kompresor (dostarcza się odrębnie).


